Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
монополимера РР;
блок-сополимеров РР-Н, РР-В;
рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
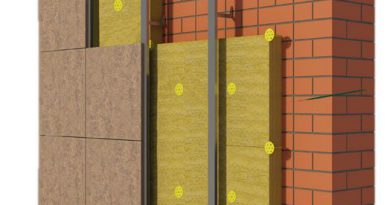
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
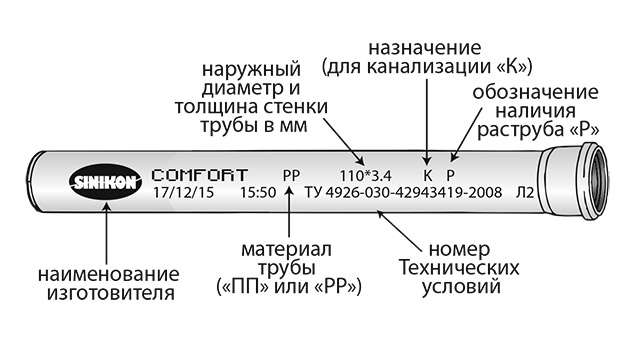
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
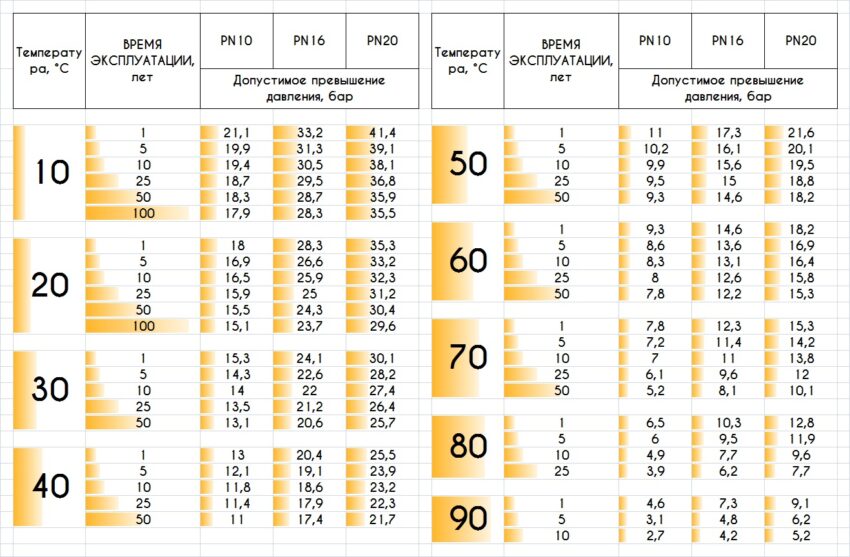
Область применения труб определяется рабочим давлением:
PN10, PN16 — для холодного водоснабжения;
PN20 — для холодного и горячего водоснабжения;
PN25 — для отопления.
О назначении может сказать цвет пластика:
белый и серый — для внутреннего холодного или горячего водопровода, отопления;
черный —для наружных систем;
зеленый — для полива, холодных трубопроводов небольшой протяженности.
Основные этапы работ
На следующем этапе необходимо будет немного доработать хомут (выровнять края молотком), и потом накручиваем его на шпильку.
К другому концу шпильки автор крепит заводскую насадку для пайки полипропиленовых труб. Затягиваем ее болтом.
Далее надеваем получившуюся деталь на носик газовой горелки, и надежно фиксируем ее металлическим хомутом.
Конечно, данная самоделка далека от совершенства. Во-первых, она довольно опасная, так как имеется источник открытого огня.
Во-вторых, не предусмотрена её надежная фиксация, нет подставки. И это тоже может доставить определенные неудобства в процессе работы.
Но как вариант, когда в доме нет электричества, а нужно срочно сделать ремонт, ее можно использовать. Конечно же, соблюдая все меры предосторожности.
Подробно о том, как своими руками сделать приспособу для пайки полипропиленовых труб, можно посмотреть на видео.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
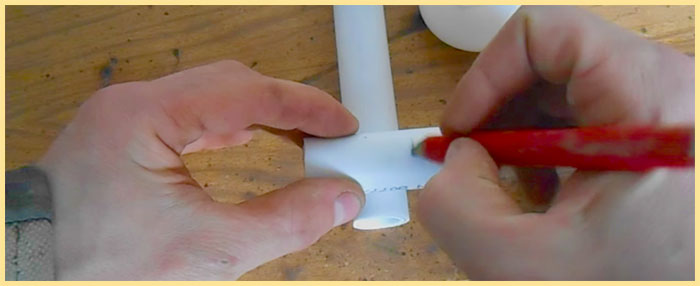
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
260°С – для полипропиленовых труб;
220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Органы управления и функциональные элементы паяльного нагревателя
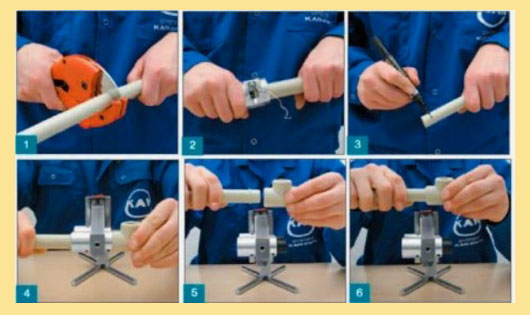
Как правильно паять трубы согласно инструкции производителей полипропилена:
1. Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
2. Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
3. Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
4. Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
5. Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
6. Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.
Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
Обезжирьте все торцы и переходите к свариванию.
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.
Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
3. Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
4. Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.
5. Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки.
Выбираем аппарат для пайки
Прежде, чем решить, как паять трубы из полипропилена, необходимо выбрать подходящий аппарат. Первое, на что следует обратить внимание:
Мощность. В домашних условиях применяют трубы диаметром до 50 мм. Для их пайки достаточно аппарата мощностью 0,7 кВт. Если вы рассчитываете паять отрезки диаметром до 75 мм, остановите выбор на агрегате в 1 кВт мощности.
Вид элемента нагревания – плита или цилиндр. Первый вариант проще в работе, на нем стоит остановиться малоопытному сантехнику.
Число насадок и их размеры. Выбирают несколько диаметров, подбирая их к размерам используемых деталей.
Производитель. Отдают предпочтение известным производителям, которые зарекомендовали себя качественной продукцией.
Качество сварочных аппаратов определяется величиной погрешности температуры нагревания детали. Лучшими считают чешские инструменты, но они самые дорогие. Дешевле аппараты российского производства. Для монтажника, который использует их для собственных целей, это самый выгодный вариант. Китайская продукция отработает срок гарантии, но не более.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
«Холодная сварка» в соединениях полипропилена
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления. Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Паять торцевым методом
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Паяльник на основе старого утюга
В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга.
Для реализации этого проекта потребуются следующие комплектующие и запчасти:
старый утюг, рассчитанный на мощность не менее 800 Ватт;
пластина дюралюминия подходящего размера;
стальные планки от старого детского конструктора;
провода, тумблер, ненужная ручка от разобранной дрели или болгарки, чтоб было удобно держать паяльник.
Паяльник для труб из утюга работает по тому же принципу, что и заводское специализированное изделие. Спираль (ТЭН) нагревается, передает тепло подошве, и вставленной в нее насадке. Это позволяет плавить полипропиленовые трубы, и спаивать их. Температура на самодельном паяльнике выставляется максимальная (должна быть 260-265 ℃). Приготовив все эти детали и материалы, можно будет начать сборку.
Сначала с утюга демонтируется кожух, что позволяет получить доступ к его внутренностям. Затем рабочая часть подошвы срезается посредством болгарки, а на её место имеющимся болтом крепится вырезанная по форме основания пластина из дюралюминия. Далее из запчастей конструктора нужно собрать коробку и надёжно закрепить её на подошве.
На элементах короба фиксируются тумблер и ручка от болгарки, после чего к переключателю подводится один конец сетевого провода. Второй проводник вместе с отводом от тумблера через асбестовые трубки подсоединяются к нагревательной спирали.
Насадки для фиксации на полипропиленовых трубах придется купить отдельно. При желании параллельно цепи питания можно включить гнездо с лампочкой, ток через которую необходимо ограничить посредством гасящего резистора. Для того чтобы сделать эту простую конструкцию своими руками потребуется минимум времени.
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
недогрев или перегрев полипропилена;
нарушение соосности стыкуемых деталей;
нарушение процесса пайки;
неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
Не выполнена очистка поверхности трубы от жировой пленки.
Угол среза сопрягаемых деталей отличается от значения 90º.
Неплотная посадка конца трубы внутрь фитинга.
Недостаточный или завышенный прогрев спаиваемых деталей.
Неполное снятие армированного слоя с трубы.
Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.





















")