Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.
Изгибание труб без радиуса
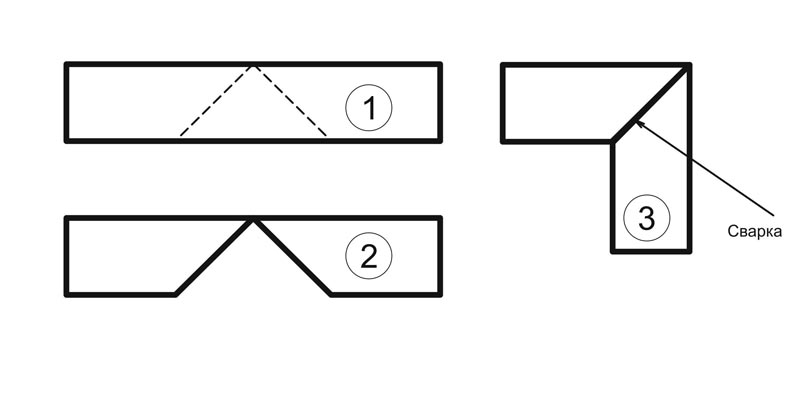
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
Произвести разметку для будущего выреза.
Произвести вырез лишнего металла.
Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой:
1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
Один конец закрепляется неподвижно.
Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Суть и проблемы гибки профильного трубопроката
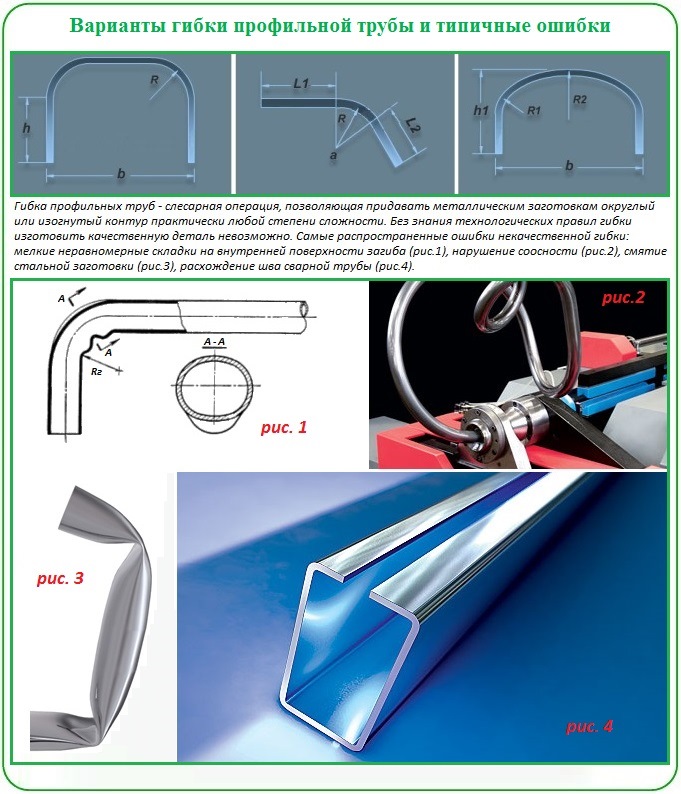
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
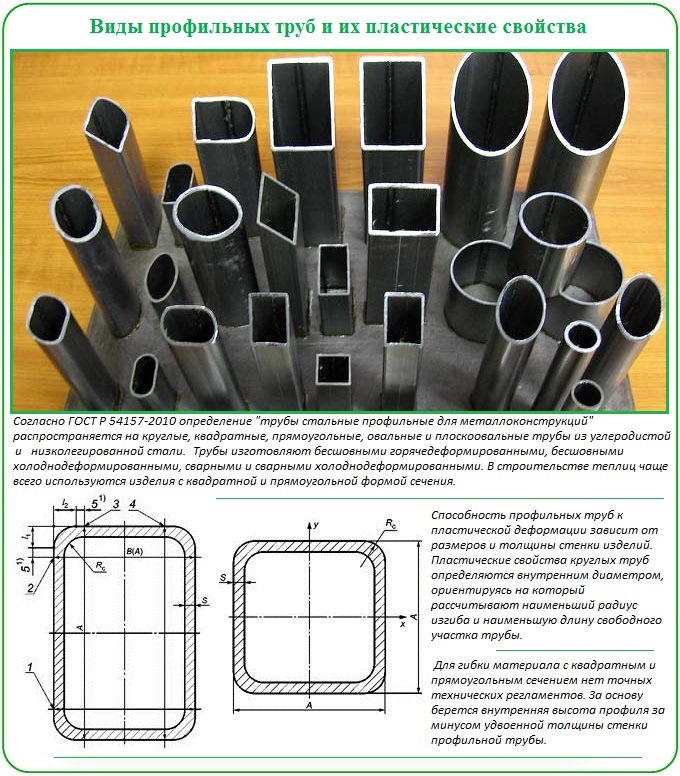
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
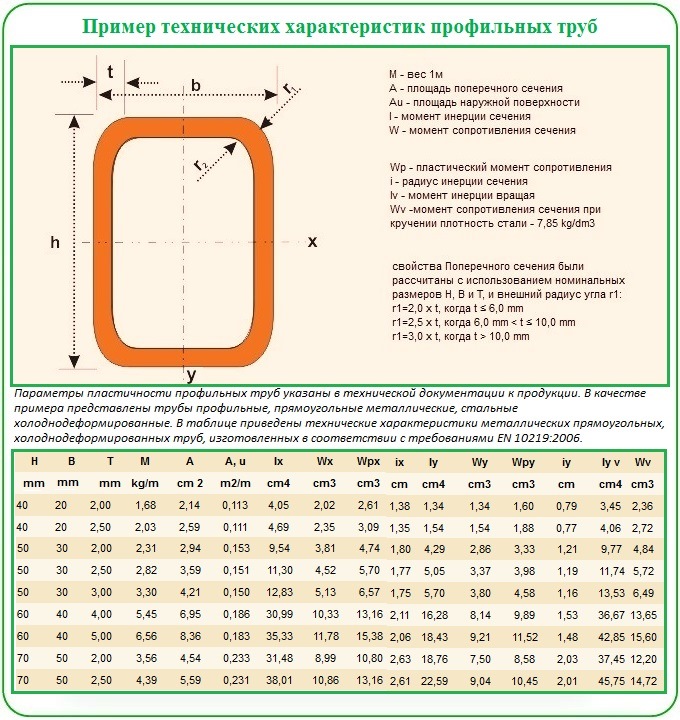
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
механическое воздействие;
нагревание металла.
В первом случае гнуть металл приходится без нагревания. Такой способ лучше тем, что металл не теряет свои свойства. Однако без нагревания материала изогнуть металл будет очень сложно. При нагревании изготовить изгиб гораздо проще, но металл может потерять свои свойства и стать менее прочным.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Если осмотреть профессиональное оборудование, то можно заметить, что внутри прокатного валика есть специальный паз, который продавливает середину стенки профильной трубы. Это помогает тем, что внутренняя кромка сдавливается и складок становится меньше.
Секторная сварка
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой. В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок. Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
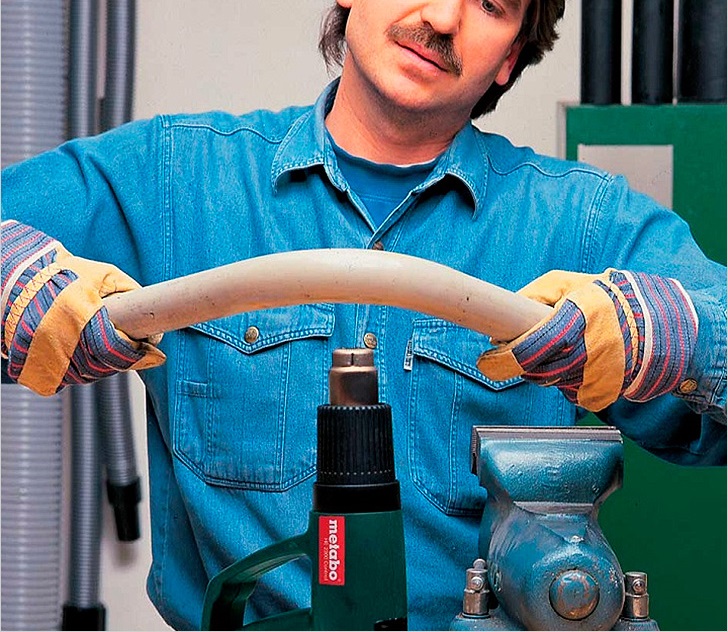
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
имеется труба размером 30·50 мм;
необходим разворот под углом 180 ⁰;
радиус полного разворота R = 100 мм;
движение производится по стенке b = 30 мм.
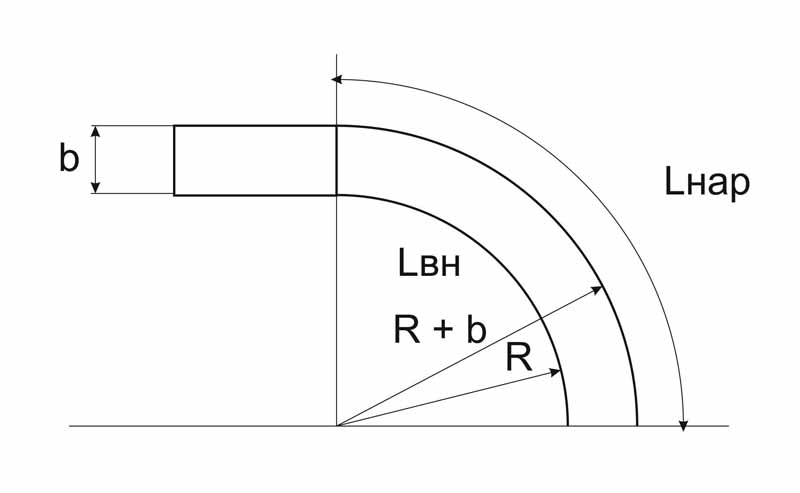
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
Ширина трубы b, мм
30
Радиус внутреннего слоя R, мм
100
Наружный радиус R нар, мм
130
Длина половины окружности по наружному слою Lнар, мм
408,2
Длина половины окружности по внутреннему слою Lвн, мм
314
Разница между длиной наружного и внутреннего слоя С, мм
94,2
Ширина пропила h, мм
2
Количество пропилов n
47
Полное количество пропилов N
94
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
№
Ширина трубы b, мм
Радиус внутреннего слоя R, мм
Наружный радиус R нар, мм
Длина половины окружности по наружному слою Lнар, мм
Длина половины окружности по внутреннему слою Lвн, мм
Разница между длиной наружного и внутреннего слоя С, мм
Ширина пропила h, мм
Количество пропилов n
Полное количество пропилов N
1
20
1000
1020
3202,8
3140
62,8
2,4
26
52
2
25
1000
1025
3218,5
3140
78,5
2,4
33
66
3
30
1000
1030
3234,2
3140
94,2
2,4
39
78
4
35
1000
1035
3249,9
3140
109,9
2,4
46
92
5
40
1000
1040
3265,6
3140
125,6
2,4
52
104
6
20
1250
1270
3987,8
3925
62,8
2,4
26
52
7
25
1250
1275
4003,5
3925
78,5
2,4
33
66
8
30
1250
1280
4019,2
3925
94,2
2,4
39
78
9
35
1250
1285
4034,9
3925
109,9
2,4
46
92
10
40
1250
1290
4050,6
3925
125,6
2,4
52
104
11
20
1500
1520
4772,8
4710
62,8
2,4
26
52
12
25
1500
1525
4788,5
4710
78,5
2,4
33
66
13
30
1500
1530
4804,2
4710
94,2
2,4
39
78
14
35
1500
1535
4819,9
4710
109,9
2,4
46
92
15
40
1500
1540
4835,6
4710
125,6
2,4
52
104
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
Количество пропилов
Длительность одного пропила, мин
Общая длительность пропиливания трубы, мин
Расход отрезных дисков диаметром 125 мм, шт.
Общий расход отрезных кругов, шт.
Длительность сгибания по пазам, мин
Длительность заварки шва по пропилу, мин
52
0,3
15,6
0,2
10,4
0,3
1,3
66
0,3
19,8
0,2
13,2
0,3
1,3
78
0,3
23,4
0,2
15,6
0,3
1,3
92
0,3
27,6
0,2
18,4
0,3
1,3
104
0,3
31,2
0,2
20,8
0,3
1,3
–
–
–
–
–
–
–
Количество пропилов
Общая длительность заварки пазов, мин
Расход электрода 3 мм на один паз с трех сторон
Всего требуется электродов, шт.
Общая длительность процесса, мин
Общая длительность процесса, час
Приведенные затраты на приобретение дисков и электродов, руб.
52
67,6
0,25
13
83,5
1,39
322,4
66
85,8
0,25
16,5
105,9
1,77
409,2
78
101,4
0,25
19,5
125,1
2,09
483,6
92
119,6
0,25
23
147,5
2,46
570,4
104
135,2
0,25
26
166,7
2,78
644,8
Сколько стоит одна стальная, профильная труба размером 20·20 мм? По последним данным шестиметровый отрезок можно приобрести по цене 320…360 руб. Получается, что стоимость процесса обойдется примерно столько же, сколько стоит сама труба. При этом придется затратить более полутора часов на одну дугу. Внешний вид готовых изделий далек от совершенства. Для придания товарного вида необходимо производить шлифование, применяя абразивный инструмент. Эта операция по времени сопоставима с затратами на выполнения сварочных работ. Лепестковые круги еще больше увеличат прямые эксплуатационные затраты.
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
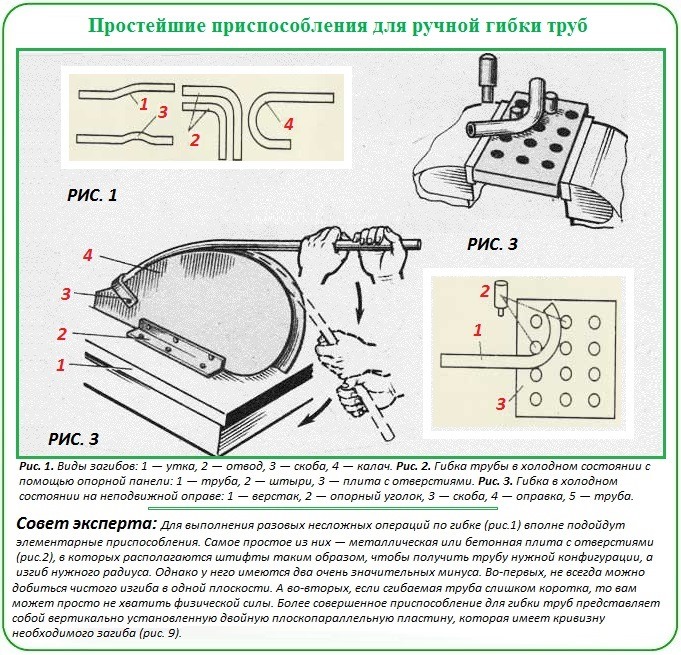
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
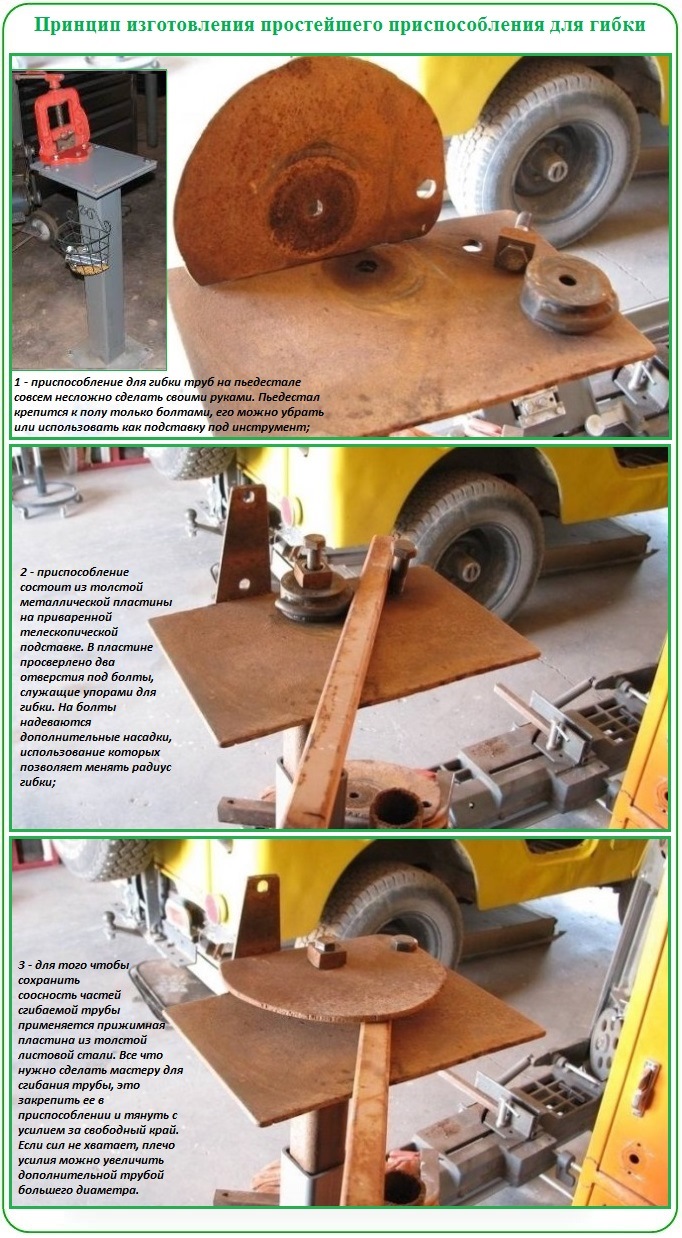
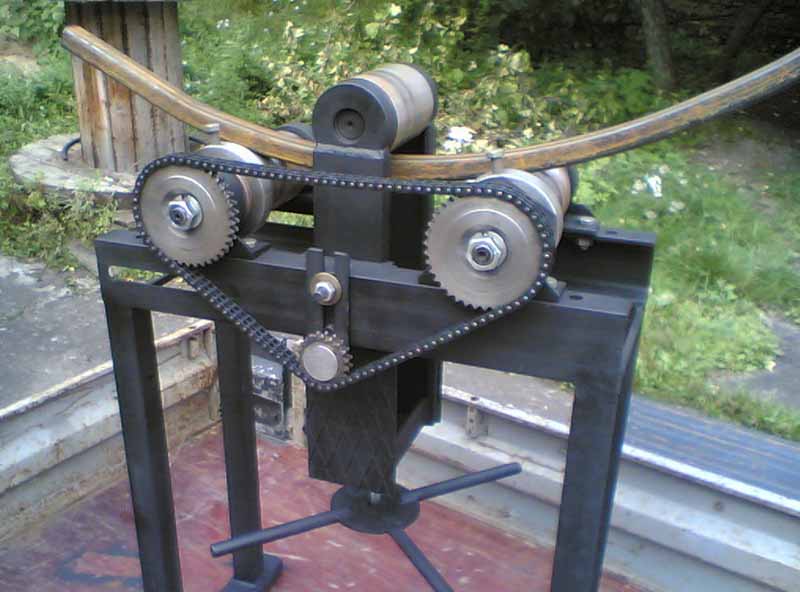
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
Гибочной плитой служит панель, вырезанная из толстого листового железа.
Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Технологии гибки труб
На практике используют специальные гибочные станки. Их делят по принципу действия:
прокатные. Выполняется прокат по направляющим роликам. В процессе выполнения приходится прокатывать между опорными валиками;
профилирующие. В инструментах этого типа трубы гнут по определенным профилям;
натяжными. Используются пластичные свойства материала. Такой способ возможен только для длинномерных заготовок.
Прокатные станки для гибки профильных и круглых труб
Гибочный станок промышленного производства
В конструкции прокатного оборудования используются ряды валиков. Два из них располагаются снизу. Еще один устанавливается сверху. Процесс происходит в следующей последовательности.
Средний ролик поднимается в верхнее положение.
Заводится труба и укладывается на два нижних ролика.
Верхний ролик поджимает трубу.
Вращая рукоять, заставляют трубу прокатиться по ролика вперед и назад.
Поджимают верхний ролик. Теперь труба начинает двигаться не по прямой, а по определенному радиусу.
Прокатывая многократно, постоянно поджимают верхний ролик до заданной отметки.
Когда доходят до определенного положения, процесс прекращают.
Согнутую трубу вынимают со станка и укладывают на шаблон, чтобы проверить соответствие размеров и радиуса гиба.
При необходимости снова ставят на станок и доводят изделие до требуемой нормы.
Конструкции некоторых самодельных станков самодельного производства используют дополнительные цепи. Изготовители подобных станков утверждают, что при работе тяга на всех роликах происходит с одинаковым усилием.
Нажимной прокатный трубогиб нажимного действия
Большинство самодельщиков идут по иному пути. Стоят станки изгибающего действия. В них радиус задается одним из нижних роликов, который приподнимается с помощью домкрата механического или гидравлического действия.
Трубогиб изгибающего действия
Практика показывает, что подобные станки изготавливаются гораздо проще. Достаточно использовать несколько швеллеров и роликов, установленных на мощных подшипниках.
При работе иногда возникает отклонение от прямолинейного направления гиба. Нужно располагать сварной шов на одной из вертикальных стенках. Тогда не будет образовываться винт.
Для прокатывания круглых труб нужно изготавливать ролики, которых ручей имеет профиль, соответствующий профилю заготовки. Для изделий из нержавейки валики вытачивают из текстолита. Подобный материал не наносит на поверхность насечку. Многие могут видеть гнутые изделия во входных группах в торговой сети, а также в ограждениях на лестницах (ограждения из нержавеющих труб диаметром 50 мм).
Гибка длинномерных заготовок
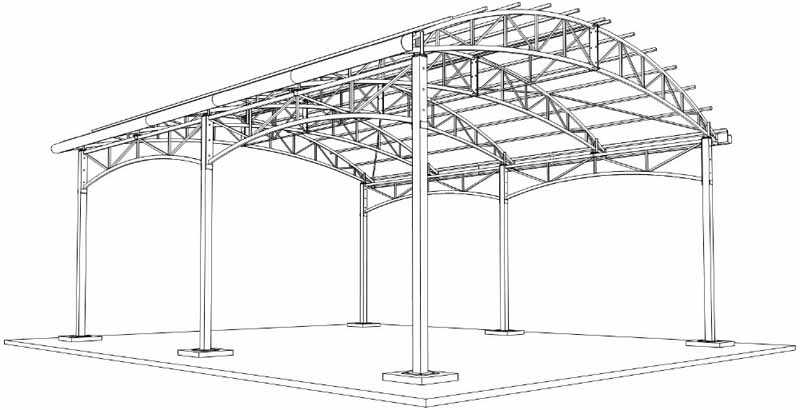
На практике изготавливают навесные конструкции. Для навеса нужно использовать шаблон, по которому будет изогнута труба, а потом приварена к опорным столбикам.
Навес из профильной трубы
Громадные площади могут защищаться пространственными радиусными опорами. Каждый может попробовать приложить усилие к квадратной трубе. Она гнется и довольно легко. Остается подобрать подходящий шаблон для придания конечной формы изделию.
Заготовки из труб
Чтобы получить жесткую конструкцию строят эквидистантную согнутую поверхность. Получается арка с внутренним усилителем. Она способна выдерживать высокую снеговую нагрузку в зимний период. Летом атмосферная влага будет стекать по сторонам.
Усиленная ферма для навеса
Навес в сборе
Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.
Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.
Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.
Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.
Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.
С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.
Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.
Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.
Как избежать овализации
При проведении «холодного» сгибания, есть тонкости, учитывая которые у профиля сохраняется поперечное сечение. Для этого устанавливаются ограничители:
внутренний — не позволяет сужаться трубопроводу;
наружный — он не даёт возможность расширяться боковым стенкам.
Рекомендовано брать как ограничитель жёсткий материал, он хорошо держит форму.
Изготавливая теплицу из профильной трубы, нет надобности в соблюдении точности радиуса изгиба, поэтому не стоит тратиться на покупку дорогого станка.
Подойдёт подручный инструмент, он есть у любого домашнего мастера. Применяя его, можно сделать вполне приличную заготовку для парника на даче.
Советы и рекомендации
Занимаясь гибкой, нужно учитывать ряд обстоятельств:
закупая профиль, убедитесь, что они все одинакового размера, марки стали и принадлежат одной партии поставки;
при использовании сварных профилей сторону со швом ориентируйте к внутреннему радиусу, в противном случае возможен его разрыв;
работая с болгаркой, не забывайте использовать защитные средства в виде очков или маски;
следует учитывать, что концевые участки не всегда удается согнуть до требуемого размера, поэтому при расчете длины заготовки нужно учесть их длину и отрезать такие куски по окончании формирования детали;
нужно провести антикоррозионную обработку металла и в дальнейшем производить ее регулярно.
Услуги по гибке
Такой сервис не мог не стать отдельным направлением развития бизнеса, поскольку предполагает в промышленном варианте использование довольно сложного технологического оборудования.
Услуги по гибке также присутствуют на рынке и предполагают исполнение как радиусной гибки, так и арочной. Разделение происходит таким образом, потому, что для каждой из этих операций применяется специфическое оборудование. В первом случае это трубогиб, во втором трехвалковая вальцовка.
Нужно признать, что ценовые показатели за выполнение таких операций весьма приемлемые:
стоимость одного углового сгиба составляет 30 рублей;
один погонный метр арочного пролета обойдется также в 30 рублей.
В сравнении со стоимостью металла и доставки материала по Подмосковью, это действительно практически даром.